Manufacturing and Materials
Research groups in the area of manufacturing and materials aim to foster advanced research in the understanding of fundamental mechanisms that govern materials design, materials processing, component design, and manufacturing processes and systems. A second direction is to advance the state-of-the art in materials and manufacturing technology. The labs are accordingly equipped with a vast array of characterization tools that includes scanning electron microscopes, atomic force microscopes, contact angle goniometer, differential scanning calorimeter, dynamic light scattering particle analyzer, Fourier transform infrared spectrometer, 3-D optical profilometer, optical microscopes and universal testing machines.
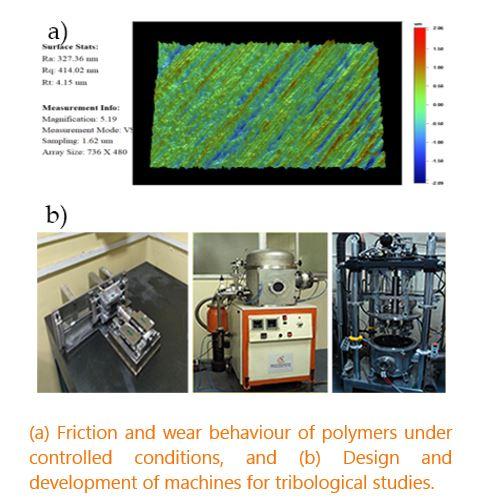
Prof. Satish V. Kailas’s group has made exten sive contributions to the Department’s capabilities in tribology. To that end, several machines are custom-built to simulate conditions for the tribological systems under study. For example, a fretting wear tester that works under vacuum and high temperature has been built to simulate conditions of a fast breeder reactor where the primary and secondary loops work under liquid sodium and at 550 0C. Several other machines like the high-temperature vacuum-based pin-on-disc machine to mimic conditions in a bearing channel during extrusion, and impact tribometer to study tribological phenomena during the start of sliding have been designed and built. Another concentration of Prof. Kailas is the area of friction stir welding and processing. Prof. M.S. Bobji examines the world of micro- and nano-forces to assess the behaviour of materials at small scales in real time. His group is currently invested in developing special tools to mechanically, electrically and thermally probe things. Prof. Koushik Viswanathan who has recently joined the Department studies the mechanics and physics of manufacturing processes with a focus towards development of new paradigms that address the demands of emerging technologies. Collaborative efforts of the Department faculty with other departments across the Institute are ongoing.
Novel cutting and forming processes
There has been substantial interest in the study of cutting-based processes for sheet, strip and powder-making in difficult-to-form alloys (e.g., Ni superalloys, Mg, Ti alloys and Fe-Si sheet steels). These alloys demonstrate flow localization and fracture instabilities, rendering them unamenable to conventional forming methods (e.g., sheet rolling). We use in situ diagnostics (high-speed imaging/ IR imaging) and ex situ techniques (profilometry, electron microscopy, metallography) to understand their deformation an d flow properties during processing. Based on these investigations, our group has developed novel alternate paradigms for making sheet/strips and powders from these materials, including extrusion-cutting and modulation-assisted machining.
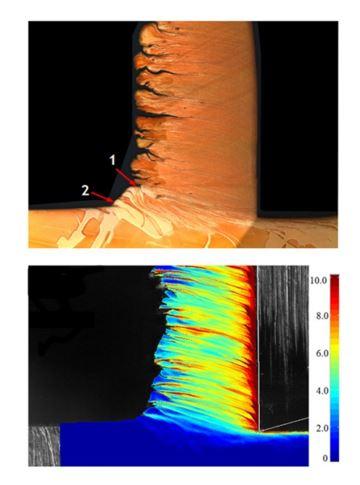
Unsteady plastic flow in cutting. A post-mortem micrograph showing a chip with microcracks (top), compared with an in situ image with digitally computed strain fields superimposed (bottom).
Processing mechanics of soft materials (elastomers, natural materials)
A major focus of our work is on understanding the mechanics of forming, bending and molding processes in soft materials. Examples of on-going work include examination of stick-slip in forming and sliding of rubbers, evaluation of formability and forming limits of natural polymers for making bio-degradable plates and bowls, and fundamental studies of cutting and shaping processes in the insect world.

High-performance finishing processes
Koushik Viswanathan
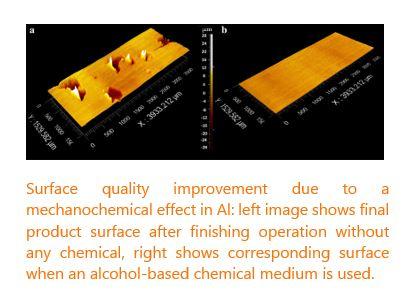
Another of the group’s thrusts is on developing surface finishing processes for precision components. We have recently demonstrated the utility of mechanochemical effects in improving surface finish in metals that are conventionally difficult to grind (e.g., Al, Ta, stainless steels). We are also presently exploring unconventional abrasive finishing processes for use with precision components containing complex internal geometries and for additively manufactured parts. The lab’s recent work in all the above three areas has been featured in reputed international journals (including three journal covers) as well as in the popular press (Science, Washington Post, Materials Today, Smithsonian Magazine, Physics Focus).
Surface Roughness and Electropolishing
Electropolishing is a process to produce bright and shiny surface on metallic components. It has become increasingly important to grasp a thorough understanding of the mechanism behind the roughness generated during this process for optimizing the process parameters. Evolution of the surface roughness is studied using atomic force microscopy, as the roughness scale involved in the process is smaller than the resolution of other measuring instruments. The surface image is qualitatively analyzed and height variation is quantitatively processed using Power Spectral Density (PSD) as a function of electropolishing time. It has been found that the mechanism of material removal influences distinct regions of PSD. Length scales of roughness, affected by anodic levelling and microsmoothing, are identified by the two corner frequencies in the PSD plot. It is also shown that the amplitude of roughness over a large range of frequencies can be controlled using mechanical polishing and electropolishing in tandem.
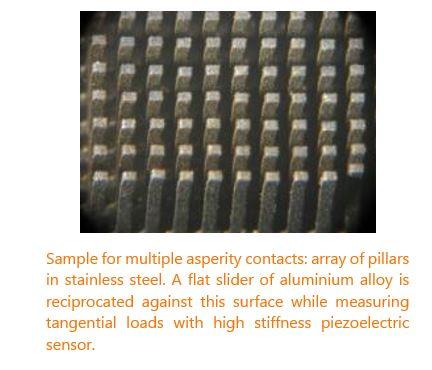
Multiasperity Contacts
The complex interactions at play between geometry and material property render the subject of multiasperity contacts challenging to study. The asperities themselves are not completely understood, given the multi-scale nature of the roughness. By generating asperities of known geometries in an array, the asperity-asperity interactions in a sliding contact have been investigated.
To promote elastic contact, multiple prismatic asperities with ~ 0.2 mm square cross-section and varying heights (2-6 mm) are fabricated using wire-cut electric discharge machining. Two reciprocating tribometers to test these samples at different contact pressures and contact area have been developed. From the experiments on stainless steel pillars it has been found that (a) the coefficient of friction is independent of number of pillars in contact, and (b) the energy dissipated per cycle decreases with decreasing stiffness of the pillars.
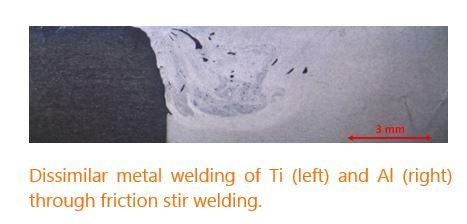
Friction Stir Welding
Activities in manufacturing have centered around friction stir welding (FSW) and friction stir processing (FSP). FSW of aluminum (Al) to titanium (Ti), 2024 Al alloy to Ti64, copper (Cu) to Al, Cu to 2024 Al alloy, magnesium (Mg) to Al, AZ31 Mg alloy to 2024 Al alloy, Al to steel and other dissimilar welding with different insert materials were carried out. FSP of 2024, 5051, 6061 alloys were also carried out during the period that provided valuable insights on grain stability.
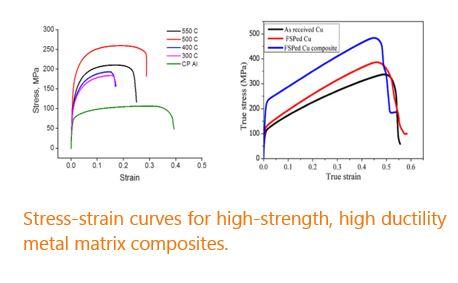
Metal matrix composites
Friction stir processing (FSP) of composites were also carried out during this period. These composites included aluminum-graphite and copper polymer-derived ceramic (PDC). The process of creating the copper-PDC composite has been patented with the salient feature that the particular process was able to achieve a 3-fold increase in strength without any loss in ductility. This process enabled getting a metal matrix composite reinforced with dispersed ceramic nanoparticles, with significant cost reduction and without facing the conventional issues related to the use of nanoparticles. The making of such PDC composites also led to the making of in-situ reacted composites with significantly improved strength and ductility. In such in-situ reacted composites the main advantage was that the reinforcing material used was soft to begin with. The deformation of the metal during FSP led to easy fracture of the soft material under high strain, high strain-rate and high-temperature conditions. This led to the formation of nanoparticles in the matrix. The high mechanical energy assisted reactions resulted in the formation of hard particles. Composites of Al with Ti and C, TiO2 were made.
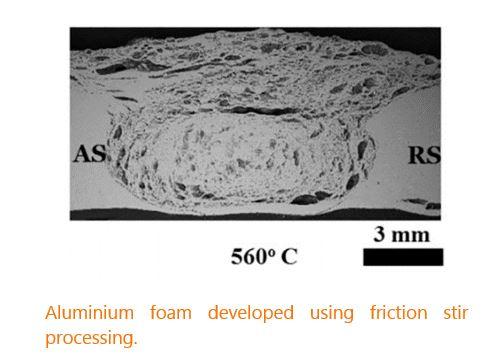
Metal Foams
The process of PDC composites were tried on Al alloy 2024 and the process led to the discovery of formation of Al forms with tunable properties. This process was also patented. The Al foams with a density of around 60% is shown to be an excellent vibration absorption material. Further work on the making of composites and foams using FSP, apart from the work on dissimilar welding using FSW is being carried out in the lab. During the period a 5-axis machine was designed and built with the assistance of Bangalore Integrated System Solutions Pvt. Ltd., Bangalore.
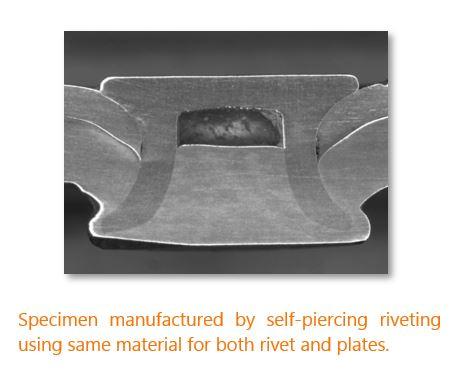
Mechanical Joining
Two new mechanical joining methods, single material self-piercing riveting (SMSPR) and self-locking butt riveting (SLBR) were invented and patented. In the first method Al sheets were joined using self-piercing riveting with rivets made of the same material. The joining was applied on 6061 Al alloy. This method led to a joint where the problems associated with using dissimilar materials were completely eliminated. Different materials for the rivet and sheets led to corrosion and issues due to differential thermal expansion. The strength of the joints was similar, if not better, than the steel rivet joints and resulted in significant savings of weight. It was estimated that the total weight saving for a Boeing 747 would be around 600 kg.
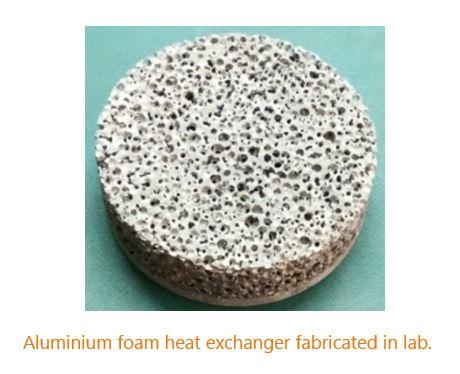
Heat Exchangers
A patented single material heat exchanger with zero thermal contact resistance between the fin and the tube has been conceived and fabricated. In this process, a porous Al foam was cast around an Al tube. The heat exchanger also enabled making of the foam inside of the tube. An improvement of around 20% in effectiveness was found in the developed heat exchanger. Work on fabri cation of porous foam heat exchangers with surface-area-to-volume ratio of up to 30,000 is currently being pursued. Preliminary results have indicated a weight savings of more than 50% for the same amount of heat exchange. The added advantage of such a heat exchanger is that it can be completely recycled after use as it is made of a single material.
Tribology
Work is tribology revolves around fundamental understanding of the mechanisms of friction and wear. One of the key strengths of the lab is that the equipment required to do the experiments is designed in the lab and built with help from outside. The list of in-house equipment includes controlled environment high-temperature vacuum-based pin-on-disc machine, high temperature vacuum-based fretting wear machine, circulating lubricant sliding wear tester, force-controlled tribometer, force-controlled impact tribometer and a double-pendulum sliding tribometer. Except for the last two, all the other machines were built as part of projects for mimicking tribosystems as close as possible to those existing in the real situation. These include those in an extrusion process, fast-breeder reactor, friction dives a nd impact situations. Experimental results have led to filtering out of certain pairs of materials used in a fast-breeder reactor. Certain surface finish materials that cause high friction during the initial stages of sliding and lead to significant surface damage have also been identified in the process.